



")
前回のラボ編では、スターラー・ボールミル・タンブラーラボを使った「再現性の作り込み」について解説しました。
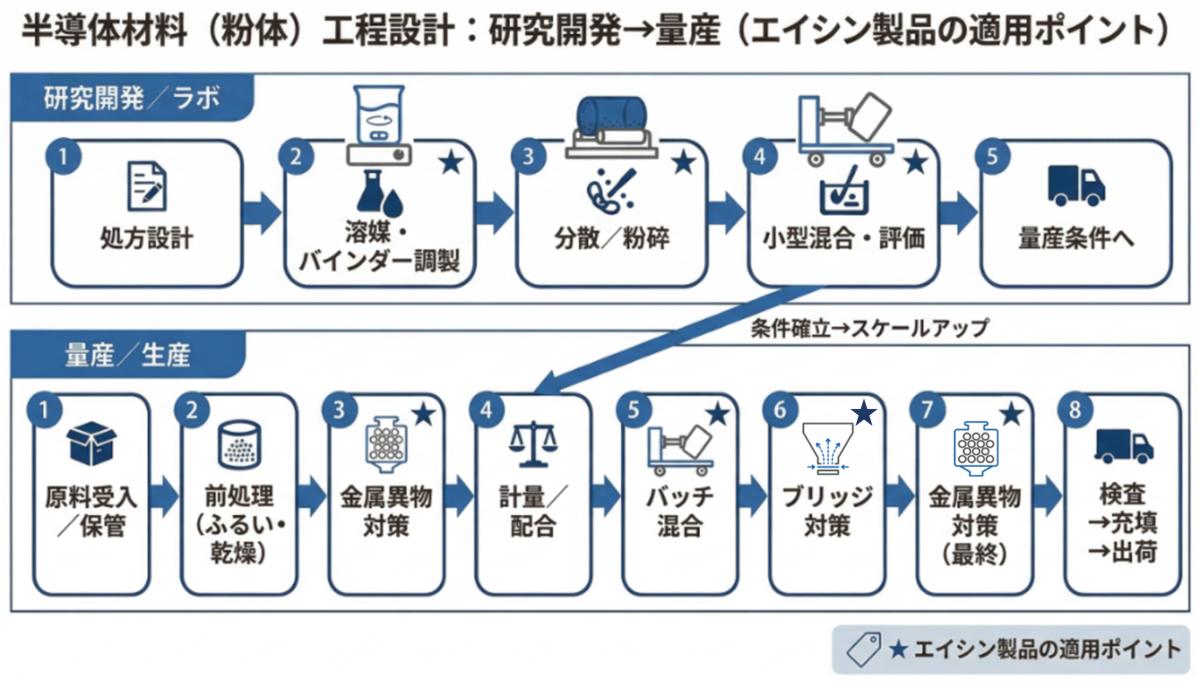
ラボで条件が固まったら、次の壁は量産への移行です。
現場で実際に起きやすいのは、異物クレーム・混合ムラ・ブリッジ(詰まり)の3つ。これらは一見バラバラな問題に見えますが、工程設計として「入れない/捕まえる/詰まらせない」をセットで考えると、改善が一気に進みます。
本記事では、量産工程でこの3つを防ぐための設計の考え方を、エイシンの装置事例を交えて解説します
はじめに:量産の悩みはだいたい「異物」「ムラ」「詰まり」に集約される
量産で現場が一番つらいのは、異物クレームと歩留まりの不安定化です。工程を細かく見ると、粉体の工程は「受入→前処理→計量→バッチ混合→充填」の間で、異物混入・混合ムラ・ブリッジ(詰まり)が同時多発しやすい構造になっています。
この3つは別問題に見えて、実は工程設計上は「入れない/その場で捕まえる/詰まらせない」をセットで考えると、改善が速くなります。
1)金属異物対策:格子マグフィルターは「1回で安心」ではなく“配置”で効かせる
格子マグフィルター(磁選)は、金属異物対策の定番ですが、重要なのは“機種の名前”よりも工程内のどこに入れるかです。
基本は、次の3点セットで考えるとブレが減ります。
・前処理(混合前)で捕まえる:受入・ふるい・乾燥後のタイミング
・工程内で捕まえる:混合/搬送の途中で発生するリスクに備える
・最終で捕まえる:充填直前・出荷前を“安全弁”にする(最終磁選)
磁選機側は、金属種・粒径・温度・粘度・付着性などで選定が変わるため、周辺設備に合わせたカスタムやテストの考え方が重要になります。


2)バッチ混合:混合ムラは「装置の良し悪し」より“条件の固定化”で潰す
バッチ混合は、現場の作業ばらつきが品質ばらつきに直結しやすい工程です。
混合ムラ対策は、「混合機選定」だけでなく、条件(充填率、時間、回転数、投入順、サンプリング方法)を“標準化”できるかがポイントです。
混合テストの考え方(容器選定、サンプリング設計、評価項目)は以下が参考になります。
また、容器回転型(タンブラーミキサー)は、羽根が接触しない構造のため材料への影響を抑えたい工程で採用されやすい考え方です。

3)ブリッジ対策:詰まりは“落ちない場所”に対策を置く
粉体工程の停止要因として地味に効いてくるのが、ホッパーやシュートでのブリッジ/ラットホールです。ここを放置すると、計量の不安定化→混合ムラ→歩留まり変動、という連鎖になります。
エアフランジは「タンク加工不要」「振動なし」などの思想で、粉体の“落ち”を安定化させたい場面で組み込みやすい対策です。

4)現場向け:異物クレーム/歩留まり低下を減らす“工程設計”チェックリスト
最後に、設備検討担当者が仕様検討で見落としやすい点をまとめます。
・異物対策は「前処理・工程内・最終」の3点で考える(最終だけに寄せない)
・混合は条件固定(充填率・時間・回転数・投入順)+サンプリング設計で、再現性を作る
・詰まり対策は“落ちないところ”に置く(計量前/混合後/充填前など)
・清掃性・作業安全も品質の一部(磁選の清掃事故や作業性は長期運用で効く)
例:清掃性を工夫した格子マグの考え方
まとめ:量産は「異物×ムラ×詰まり」を同じ地図で潰すと強い
異物クレームと歩留まり低下を抑えるには、磁選(格子マグ)・バッチ混合(タンブラー)・ブリッジ対策(エアフランジ)を単品で語るより、工程内での役割と配置としてまとめた方が、現場で使える判断材料になります。
異物クレーム/歩留まり低下の原因が「どの工程で起きているか」から一緒に整理しませんか。工程図を見ながら、格子マグフィルター(磁選機)の最適配置も含めてご提案します。
執筆担当:杉原
